齿轮加热器

 一、用途
一、用途
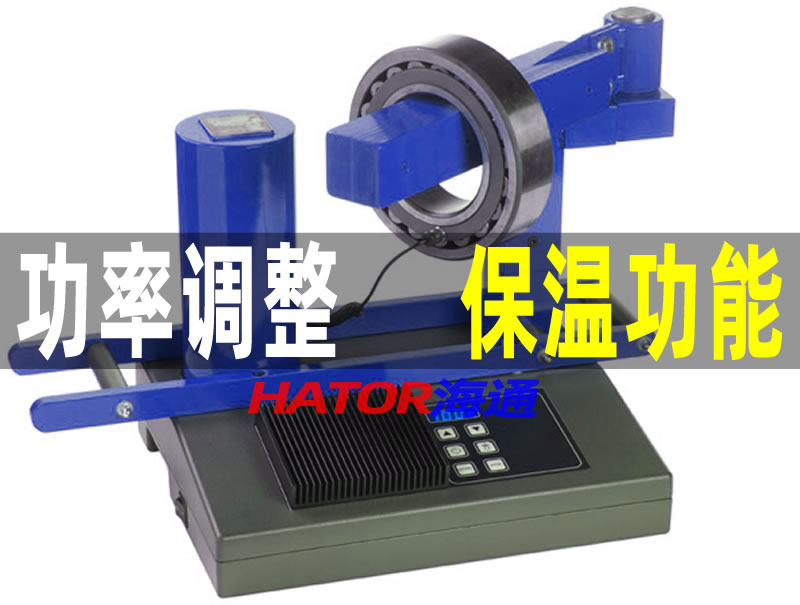
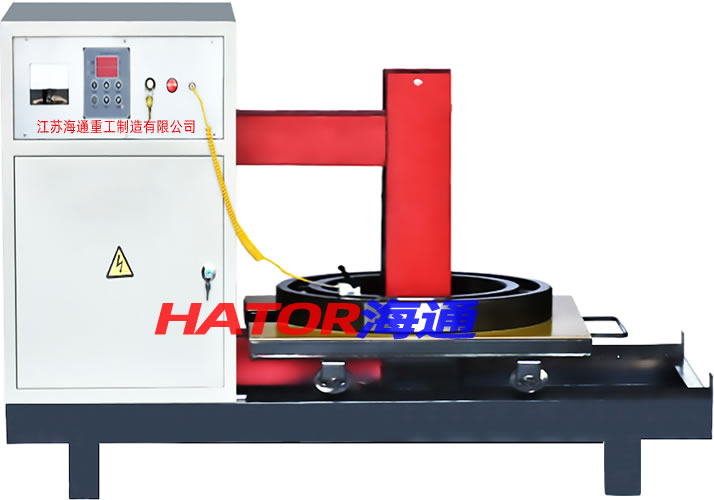
海通C-K/YZCK系列齿轮加热器(齿轮快速加热器)上方加热轭铁升降采用杠杆原理,在配重块的作用下,轻松安放齿轮等加热工件,轭铁无需穿过加热工件就可以对工件进行加热,适用于加热内孔较小,外径较大的工件如齿轮等,具有更快的加热效率,是生产线不可或缺的加热工具,先进微电脑芯片处理加热工件全过程,是ZJ20K系列齿轮快速加热器的升级产品,增加了温控功能,具有温控及时控和手动控制的功能,有数字显示、声音提示、错误显示、自动记忆并显示上次加热时间、能够自动退磁。主要用于对轴承、齿轮、连轴节、铁路机车的轮心、轮箍等多种类型的金属件进行加热,使之膨胀,以满足过盈装配或拆卸的需要。拆卸内圈等环状工件选用海通S-C/YZSC
感应拆卸器,环境恶劣生产流水线选用海通T-H/YZTH
移动式轴承加热器,加热小型工件选用海通H-Z
平板加热器。
二、主要技术参数
型号说明:旧型号ZGCK、ZJ20K其中ZG是我公司注册商标"海通®工业"首字母缩写,因ZGCK、ZJ20K型号产品假货太多,产品型号已换成带有"海通"中文新型号,我公司海通®工业系列产品只有江苏海通专业生产、销售,如发现假货请联系:0523-82207173,我们将依法处理,商标注册号:
8676501,8676481,4370864
型号
|
海通C-K1 |
海通C-K2 |
海通C-K3 |
海通C-K4 |
海通C-K5 |
海通C-K6 |
海通C-K7 |
海通C-K8 |
海通C-K9 |
海通C-K10 |
| 功率(KVA) |
3.8 |
5.5 |
9.5 |
11.5 |
22 |
34 |
41.5 |
60 |
75 |
80 |
| 额定电压(V) |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
| 额定电流(A) |
10 |
15 |
25 |
30 |
60 |
90 |
110 |
160 |
210 |
260 |
| 工件 |
内径(mm) |
10-25 |
10-40 |
10-70 |
10-90 |
30-110 |
30-110 |
30-120 |
30-120 |
10-400 |
10-600 |
| 外径(mm) |
70 |
80 |
100 |
120 |
300 |
450 |
600 |
800 |
1000 |
1200 |
| 宽度(mm) |
30 |
35 |
35 |
50 |
50-150 |
70-180 |
80-190 |
90-200 |
300 |
380 |
| 自动退磁 |
自动 |
自动 |
自动 |
自动 |
自动 |
自动 |
自动 |
自动 |
自动 |
自动 |
| 磁性探头 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
| 温度控制 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
| 时间控制 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
| 温度数显 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
| 时间数显 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
| 声音提示 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
有 |
| 最高温度℃ |
300 |
300 |
300 |
300 |
300 |
300 |
300 |
300 |
300 |
300 |
| 重量(KG) |
45 |
58 |
90 |
145 |
205 |
370 |
450 |
500 |
700 |
900 |
| 退磁效应 |
残磁≤1.0mT |
旧型号
|
YZCK-1
ZJ20K-1
|
ZJ20K-2 |
ZJ20K-3 |
ZJ20K-4 |
ZJ20K-5 |
ZJ20K-6 |
ZJ20K-7 |
ZJ20K-8 |
ZJ20K-9 |
ZJ20K-10 |
三、结构与工作原理
海通C-K/YZCK系列加热器由干式自冷工频感应加热装置(以下简称主机)与控制设备组成。
1、短路加热 主机为一特殊结构的变压器,可移动的轭铁用以直接穿套轴承或其它被加热工件。工作时,接通主机电源,工件(相当于副边绕组)中感应产生短路电流而被加热。
2、涡流加热 被加热工件与主机的铁芯组成一闭合的磁回路,工作时,工件中通过主机的磁力线产生涡流而被快速加热。
四、安装调试
1、控制箱及主机分别安装到合适的地方。主机左右方向应水平,前后垂直方向允许向后倾斜不大于3度。
2、安装完成后,在使用前必须按电气原理图复核,接线是否有误。
3、正确无误后,合上开关,接通电源,此时电压表应有指示。
4、被加热工件放置到主机铁蕊中间活动轭铁的下面,轻轻向下移动,使之与工件吻合(若工件厚度尺寸不变,可调节主机后杠杆桥下面的定位螺钉,使轭铁与工件保持2mm的间距,以方便连续操作)。至此,调试结束,可投入使用。
五、操作程序
1、第一回加热,先设定温度,将控温传感器放到内圈上,按起动按钮,工件被加热,到温度后加热器自动关机,并记录加热到设定温度所需的时间。
2、随即取出工件,以便套装。
3、连续加热同一规格的工件,将功能选择开关拨到时控位置,设定加热时间,当工件被加热到所设时间即自动关断电源。
4、工作完成后,将电源开关拨到停止位置,切断电源。
六、注意事项
外壳接地必须良好!
海通C-K齿轮加热器没放置工件前,严禁按起动按钮。
本系列产品的控制电源为AC380V,插座与插头的接线应对应一致。
轴承加热温升勿超过120℃,以防退火;其它工件最高加热温升不大于300℃。